








Centro di lavoro con per collettori a 6 assi simultanei interpolanti a gestione completamente automatica.
Specificamente studiato la produzione di collettori
Il centro di lavoro a SL per collettori è specificamente studiato per la produzione di collettori complessi nel settore della refrigerazione. Il mandrino aggiuntivo laterale per il bloccaggio e la rotazione del tubo conferisce al centro il sesto asse e permette di realizzare operazioni di foratura, per asportazione e flow drill, fresatura e taglio di tubi in rame, acciaio e inox. Normalmente fornito con campo di lavoro in asse X 4.400mm, è disponibile anche nelle versioni 6.700mm, 9.000mm e, a richiesta, in lunghezze customizzabili in base all’esigenza specifica.

Il mandrino dispone di testa bi-rotativa (5 assi) ed è inserito in un portale mobile a mensola, azionato da motoriduttore con cremagliera ed encoder; scorre su due guide di precisione fissate sul basamento. Il portale mobile gestisce il posizionamento delle morse ed è dotato di una protezione che impedisce la fuoriuscita di trucioli e riduce i fumi della microlubrificazione e la rumorosità.
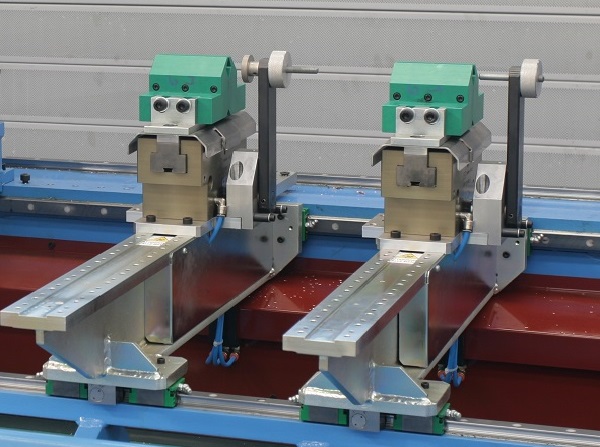
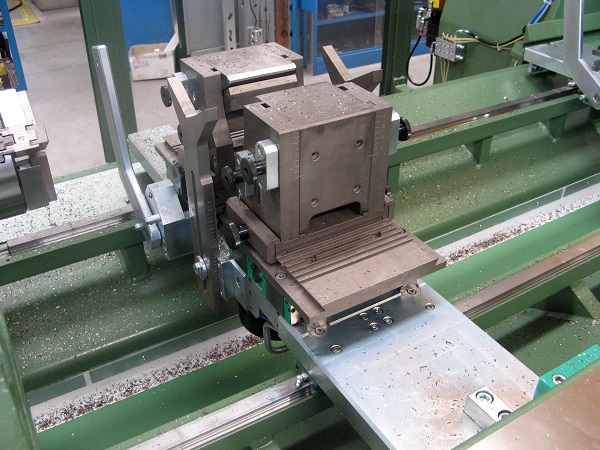
Il sesto asse è costituito da un mandrino portatubo con sistema di bloccaggio, che consente di ruotare il pezzo per l’esecuzione delle lavorazioni tipiche del collettore. In caso di lavorazione a doppia zona, ciascuna può essere dotata di mandrino (7 assi).

Elettromandrino con testa bi-rotativa S1/S6 10Kw/12Kw, fino a 24.000 giri con attacco utensile rapido HSKF63, raffreddato ad acqua. Finitura, precisione e velocità sono il risultato di una scelta ottimale dei regimi di coppia nominali, di una perfetta comunicazione tra encoder e controllo numerico, oltre che di una lubrificazione adeguata del pezzo. Anch’essa gestita dal controllo numerico, la lubrificazione permette la regolazione della diffusione minimale d’olio, affinché il pezzo sia lubrificato ma comunque pulito. Assi con azionamenti digitali per massime prestazioni.

Scorrimento dei 3 assi su guide lineari a ricircolo di sfere. Movimentazione degli assi X e Y su cremagliera a denti inclinati di precisione. Movimentazione verticale (asse Z) su vite e chiocciola a ricircolo di sfere.
Asse X: velocità avanzamento da 0 a 80 mt./min.
Asse Y: velocità avanzamento da 0 a 60 mt./min..
Asse Z: velocità avanzamento da 0 a 40 mt./min.
Asse A: rotazione ± 120° con velocità 50°/sec.
Asse C: rotazione ± 213° con velocità 50°/sec.
Tutti gli assi hanno motoriduttore brushless assoluto: non necessitano di azzeramento dopo l’accensione o dopo fermata di emergenza.
Grazie all’ampia gamma di dotazioni e personalizzazioni disponibili, è possibile dotare il centro di lavoro di tutti gli strumenti necessari a facilitare e velocizzare ogni tipo di produzione.
Per il massimo livello di automazione, consulta la sezione Caricatori e Scaricatori.

Il pannello operatore è montato su di un supporto mobile. L’interfaccia utente è un display a colori 15″ dotato di chiavi USB per interfacciarsi a distanza con PC e CN, completo di pulsantiera. Mouse, tastiera e volantino remoto sono disponibili a richiesta. Il CN gestisce il posizionamento e il bloccaggio delle morse lungo l’asse X: lo stesso può avvenire lungo tutto l’utile del campo X quando la modalità di lavoro è in zona unica; o lungo le due zone di lavoro in caso di utilizzo della modalità pendolare.
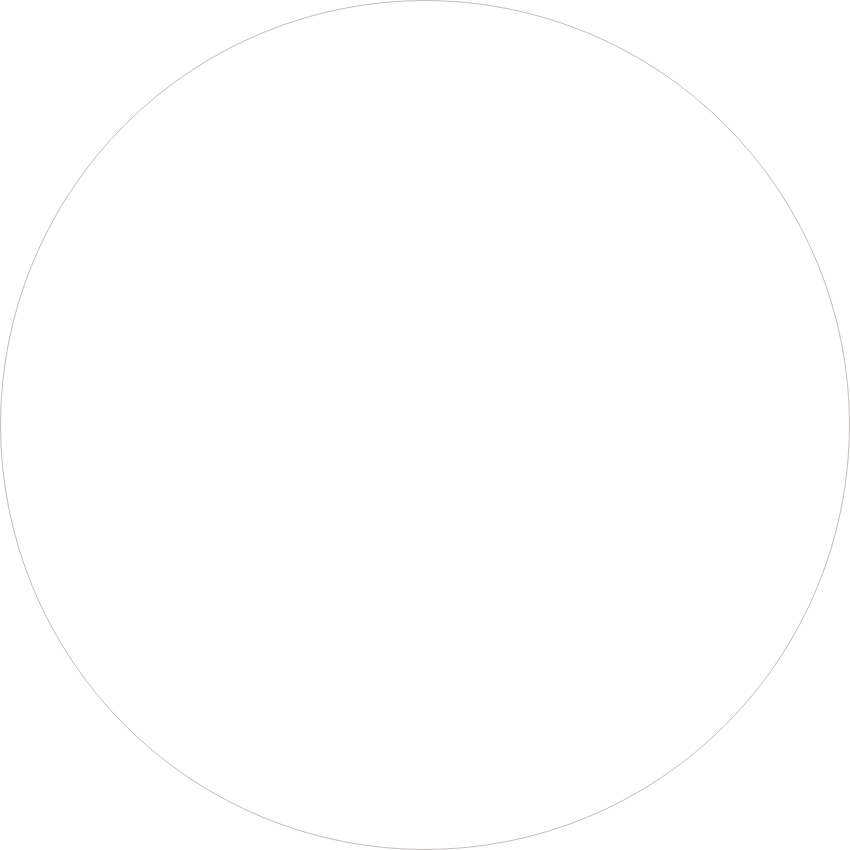
La macchina monta 4 gruppi morse a funzionamento pneumatico; il numero dei gruppi morsa varia secondo la dimensione dell’asse X e secondo la lavorazione richiesta. Le morse vengono posizionate automaticamente dal CNC in funzione delle lavorazioni da eseguire sul pezzo. In caso si verifichi un’interferenza tra le lavorazioni e una morsa, questa verrà spostata automaticamente (il pezzo in questo caso sarà tenuto bloccato da almeno una morsa) per permettere di terminare tutte le lavorazioni senza l’intervento dell’operatore.
In opzione, è possibile installare delle morse idrauliche con sistema alta pressione/bassa pressione, per poter regolare la forza di chiusura secondo il materiale e secondo il suo spessore.
Il numero dei gruppi morsa varia secondo la dimensione dell’asse X e secondo la lavorazione richiesta. Le morse vengono posizionate automaticamente dal CNC in funzione delle lavorazioni da eseguire sul pezzo.

Il portale mobile dispone di una carteratura provvista di apertura scorrevole e sagomata al fine di permetterne lo scorrimento longitudinale rispetto al profilo in lavorazione. La carteratura protegge l’operatore da eventuali trucioli di lavorazione e inoltre consente una migliore aspirazione dei fumi di lubrificazione, oltre a ridurre l’impatto acustico-ambientale.

Per un ambiente di lavoro più pulito, silenzioso e salubre, è possibile optare per una totale chiusura della zona di lavoro mediante una cabina integrale insonorizzata. Le porte, provviste di pannelli di ispezione, sono sdoppiate e ogni porta è dotata di motorizzazione indipendente, gestita direttamente dal CN, per consentire la lavorazione in doppia zona; il portello centrale garantisce la sicurezza durante le operazioni di carico-scarico.

La cabina integrale insonorizzata con apertura orizzontale è provvista di porte a scorrimento motorizzate e opportunamente controbilanciate. I pannelli di ispezione permettono il monitoraggio della zona di lavoro e impediscono la fuoriuscita di trucioli, fumi di lavorazione e schermano il rumore, salvaguardando la qualità dell’ambiente di lavoro. Le porte vengono controllate direttamente dal CN e consentono la lavorazione in modalità singola o doppia.

Magazzino automatico a 20 posizioni – in opzione 40 – per la gestione del cambio automatico degli utensili, gestita direttamente da CN, che permette la visualizzazione dei 3 utensili coinvolti nel cambio. Una visualizzazione grafica permette di trovare agevolmente l’utensile richiesto.
Gestito da motore brushless, permette di ruotare il pezzo in lavorazione. Grazie a questo quinto (nella versione RMC M) o sesto asse (nella versione RMCL), il pezzo può essere lavorato su tutto il suo diametro a 360°.

La lubrificazione di guide e viti è centralizzata e viene gestita automaticamente dal CN, mediante il quale è possibile impostare gli intervalli di lubrificazione.



