Bearbeitungszentrum mit 4 simultan interpolierenden Achsen mit vollautomatischer Verwaltung.
Eine Arbeit, ein Spektakel
Ein ideales Bearbeitungszentren für diejenigen, die nicht auf Leistung, Wiederholbarkeit und Präzision verzichten möchten. Zuverlässiger und sicherer Verbündeter Ihrer Produktion, führt es Bohr-, Abtrag- und Fließbohroperationen, Fräsen von Aluminiumprofilen, Leichtmetalllegierungen, Kunststoffen und Stahl mit begrenzten Dicken durch. Erhältlich mit einem Arbeitsbereich der X-Achse von 4.000 mm, 6.700 mm und 9.000 mm und auf Anfrage auf die kundenspezifischen Längen anpassbar.

Die Arbeitseinheit besteht aus einem mobilen Konsolenportal, das mit einer Spindel ausgestattet ist und von einem Getriebemotor mit Zahnstange und Geber angetrieben wird; es gleitet auf zwei an der Basis befestigten Präzisionsführungen. Das mobile Portal verfügt über einen ebenfalls mobilen Schutz, der die Lärmbelastung der Umgebung reduziert und den Bediener vor möglichen Bearbeitungsspänen abschirmt.
Das mobile Portal verwaltet die Positionierung der Spannbacken auf den vom Bedienerprogramm voreingestellten Höhen.

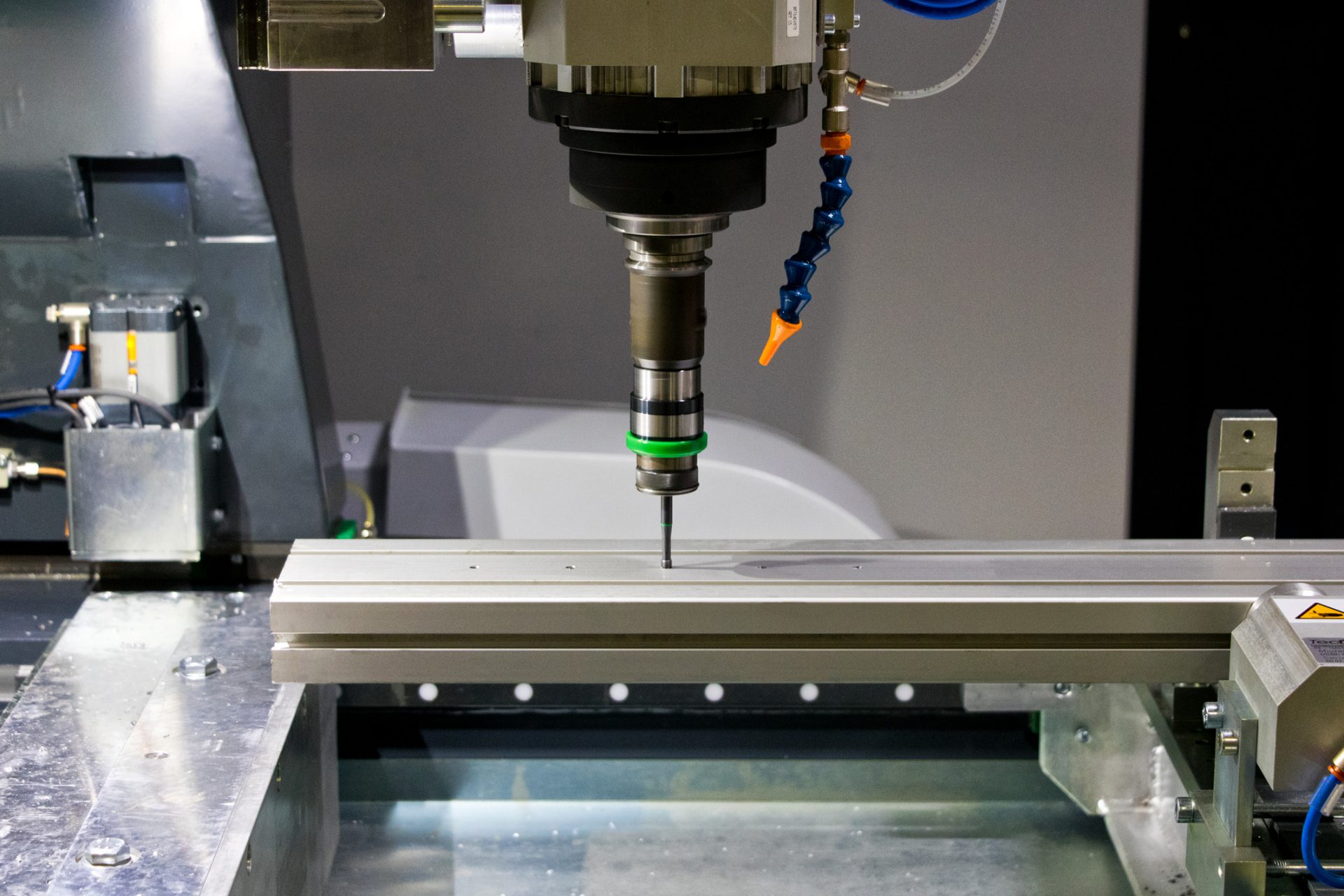
Elektrospindel S1/S6 10 kW/12kW bis 24.000 Umdrehungen mit Werkzeugschnellkupplung ISO30, luftgekühlt. Angemessene Nenndrehmomentbereiche garantieren eine hohe Präzision bei der Ausführung und Verarbeitung. Der Geber kommuniziert sehr einfach mit der Nummerischen Steuerung (NC) und ermöglicht eine präzise Steuerung von Drehmoment und Drehzahl sowie Position von Welle und Werkzeug.
Das Werkzeug wird mit einem System mit minimaler Öldiffusion geschmiert, das direkt von der numerischen Steuerung gesteuert wird, eine ausreichende Schmierung ermöglicht und gleichzeitig das Werkstück sauber hält.

Verschieben der 3 Achsen auf Linearführungen mit Kugelumlauf. Bewegung der X- und Y-Achsen auf Präzisionszahnstange. Vertikale Bewegung (Z-Achse) auf Schraube und Kugelumlaufmutter.
X-Achse: Vorschubgeschwindigkeit von 0 bis 80 m/min.
Y-Achse: Vorschubgeschwindigkeit von 0 bis 60 m/min.
Z-Achse: Vorschubgeschwindigkeit von 0 bis 40 m/min.
A-Achse: Rotation um ± 95° mit einer Geschwindigkeit von 50°/s. Alle Achsen verfügen über einen absolut bürstenlosen Getriebemotor: Sie müssen nach dem Einschalten oder nach einem Nothalt nicht zurückgesetzt werden.
Dank der breiten Palette an verfügbaren Ausrüstungen und Anpassungen ist es möglich, das Bearbeitungszentrum mit allen notwendigen Werkzeugen auszustatten, um jede Art von Produktion zu erleichtern und zu beschleunigen.
Für den höchsten Automatisierungsgrad siehe Abschnitt Be- und Entlader (mit dem Abschnitt verknüpft).

Die Bedienertafel ist auf einer beweglichen Halterung montiert. Die Benutzeroberfläche ist ein 15-Zoll-Farbdisplay mit USB-Sticks, um von der Ferne aus mit PC und NC zu komunizieren. Darüber hinaus verfügt sie über eine Tastatur. Maus, Tastatur und Fernsteuerungs-Handrad sind auf Anfrage erhältlich. Die NC verwaltet die Positionierung und Blockierung der Spannbacken entlang der X-Achse: Das gleiche kann entlang des gesamten X-Nutzfelds erfolgen, wenn sich der Arbeitsmodus in einem einzigen Bereich befindet; oder entlang der beiden Arbeitsbereiche bei Verwendung des Pendelmodus.

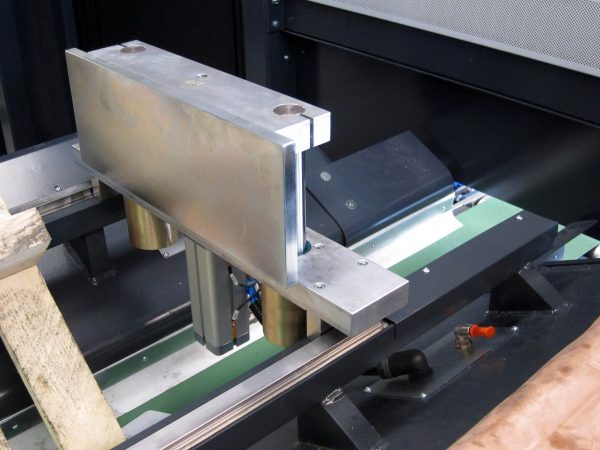
Spannbackengruppen mit pneumatischer Schließung mit Niederdruck-/Hochdrucksystem. Die Positionierung wird vom mobilen Portal verwaltet und von der NC gesteuert, in vom Bediener voreingestellten Höhen. Die Anzahl der Spannbacken variiert je nach Art der Bearbeitung und der Länge der Maschine. Auf Anfrage kann die RMC M ohne Spannbacken oder mit hydraulischen Spannbacken bestellt werden.
Die Positionierung der Spannbacken wird von der NC durch den Einsatz eines Linearmoduls mit einem absolut bürstenlosen Motor verwaltet, der ihre Bewegung ohne Eingriff des Schlittens ermöglicht: Die für den laufenden Zyklus nicht benötigten Spannbacken werden bewegt, ohne die Bearbeitung zu unterbrechen.
Für eine vollständige Positionierungsautonomie ist es möglich, jede Spannbacke mit einem bürstenlosen Motor auszustatten, der ihre autonome Bewegung zum Entladen / Freigeben des Werkstücks nach der Bearbeitung ermöglicht.

Für die Bearbeitung von bereits bearbeiteten oder gebogenen Profilen oder um eine Sonderbearbeitung zu ermöglichen, ist es möglich, eine nach Kundenwunsch angepasste Spannlehren bereitzustellen. Es können mehrere Lehren angeordnet und für jeden Arbeitsbereich eine bereitgestellt werden, um eine höhere Effizienz zu erzielen. Für differenzierte Produktionen können die Lehren herausgenommen werden, um Platz für die klassische Aufspannung zu schaffen.

Das mobile Portal weist ein Gehäuse auf, das mit einer verschiebbaren und geformten Öffnung versehen ist, um es in Bezug auf das zu bearbeitende Profil in Längsrichtung gleiten zu lassen. Das Gehäuse schützt den Bediener vor eventuellen Bearbeitungsspänen und ermöglicht auch eine bessere Absaugung der Schmierdämpfe sowie eine Reduzierung der akustischen Umweltbelastung.

Für eine sauberere, ruhigere und gesündere Arbeitsumgebung kann der Arbeitsbereich mit einer integrierten Schallschutzkabine komplett geschlossen werden. Die mit Sichtfenstern ausgestatteten Türen sind geteilt und jede Tür ist mit einer unabhängigen Motorisierung ausgestattet, die direkt von der NC gesteuert wird, um die Bearbeitung in einer Doppelzone zu ermöglichen; die zentrale Tür garantiert Sicherheit beim be- und entladen.

Die integrierte Schallschutzkabine mit horizontaler Öffnung ist mit motorisierten Schiebetüren ausgestattet und entsprechend ausbalanciert. Die Kontrolltafeln ermöglichen die Überwachung des Arbeitsbereichs und verhindern das Entweichen von Spänen, Verarbeitungsdämpfen und schirmen den Lärm ab, wodurch die Qualität der Arbeitsumgebung gesichert wird. Die Türen werden direkt von der NC angesteuert und ermöglichen die Bearbeitung im Einzel- oder Doppelbetrieb.

Automatisches Werkzeugmagazin mit 20 Plätzen – in Option 40 – für die Verwaltung des automatischen Werkzeugwechsels, der direkt von der NC verwaltet wird und die Anzeige der 3 am Wechsel beteiligten Werkzeuge ermöglicht. Eine grafische Darstellung ermöglicht es, das erforderliche Werkzeug schnell und leicht zu finden.
An den Enden der Maschine befinden sich starke und starre Anschläge, die als Bezugspunkt für die Stangen dienen. Jeder Anschlag wird durch einen pneumatischen Zylinder betätigt und kann eingezogen werden. Er wird automatisch von der Maschinensoftware entsprechend den durchzuführenden Bearbeitungsvorgängen ausgewählt. Auf Anfrage sind mittige Anschläge erhältlich.

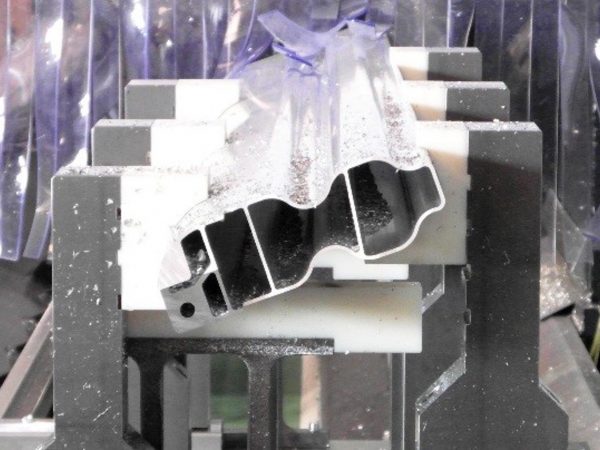
Bohrbeispiel an einem speziellen Aluminiumprofil.